|
Estás leyendo parte de la revista de Julio de 1966
|
Recomienda este artículo a un amigo

|
|
 |
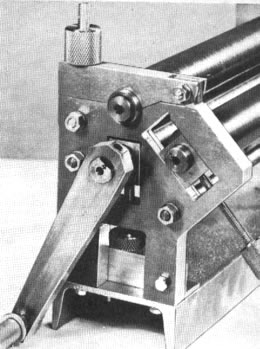
Roladora - Moldeadora de Lámina Metálica |
|
Por Manly Banister |
 UN
CILINDRO PERFECTO cada vez, en diámetros que varían desde
los de brazaletes de cobre hasta los de tubos galvanizados hechos a la medida
-eso es lo que le proporciona esta moldeadora de rodillos deslizantes. Constituye
un excelente trabajo para el taller de la escuela, aunque es lo suficientemente
fácil para construirse en su propio taller, empleando para ello un
mínimo de equipo. Puede utilizarse para lámina de hierro de
calibre 20 con un ancho igual a la capacidad máxima de 12" de
sus rodillos, y aun láminas más gruesas con anchos menores,
o láminas de cobre, aluminio y latón. Es totalmente ajustable
para permitir formar tubos con juntas de cierres o juntas remachadas o soldadas
con cualquier diámetro desde 1 5/8" en adelante, y también
permite efectuar con rapidez trabajos tales de lámina metálica
como la hechura de linternas de jardín y canalones de medio bocel. UN
CILINDRO PERFECTO cada vez, en diámetros que varían desde
los de brazaletes de cobre hasta los de tubos galvanizados hechos a la medida
-eso es lo que le proporciona esta moldeadora de rodillos deslizantes. Constituye
un excelente trabajo para el taller de la escuela, aunque es lo suficientemente
fácil para construirse en su propio taller, empleando para ello un
mínimo de equipo. Puede utilizarse para lámina de hierro de
calibre 20 con un ancho igual a la capacidad máxima de 12" de
sus rodillos, y aun láminas más gruesas con anchos menores,
o láminas de cobre, aluminio y latón. Es totalmente ajustable
para permitir formar tubos con juntas de cierres o juntas remachadas o soldadas
con cualquier diámetro desde 1 5/8" en adelante, y también
permite efectuar con rapidez trabajos tales de lámina metálica
como la hechura de linternas de jardín y canalones de medio bocel.
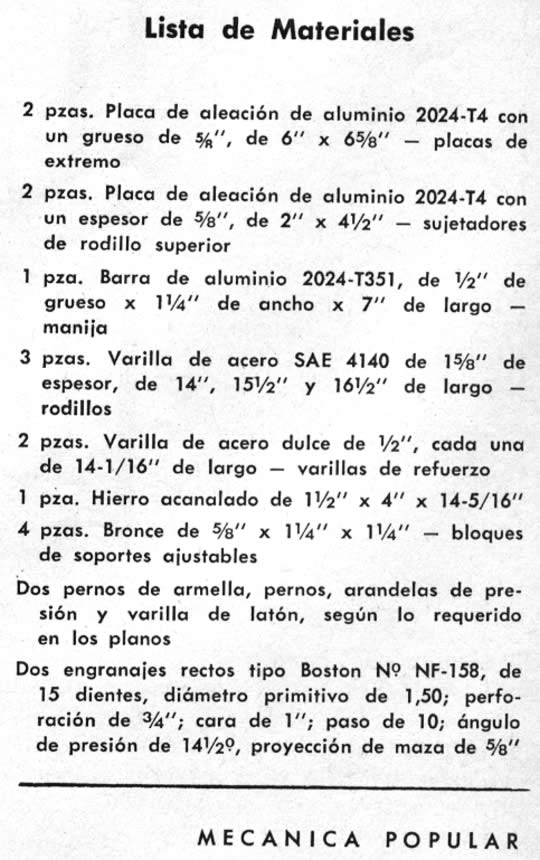
Antes de comenzar la construcción, reúna todos los materiales
indicados en la página 82. La placa de aleación de aluminio
2024-T4 que se recomienda para los extremos tiene una resistencia a la tensión
mayor que el acero, pero se labra con tanta facilidad que para ello puede
utilizarse equipo ligero. La unidad que se muestra aquí se construyó
en un torno de 6" con una capacidad de 18" entre las puntas, así
como en un taladro de banco de 15", equipado con un tornillo fresador
de mesa rotatoria.
El primer paso consiste en fresar un lado de cada pieza para las placas
de extremo de manera que queden a escuadra con un lado adyacente ( el lado
más corto se convertirá en el fondo; el lado más largo
en el frente) .Aplique tinte azul a la superficie del metal y trace el diseño
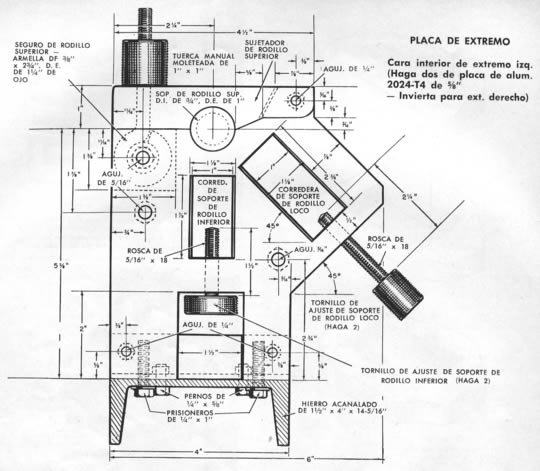
raspando el tinte con un marcador. La plantilla que se ilustra en página
82 es para la cara interior del extremo izquierdo; simplemente inviértala
para el extremo derecho.
Después de cortar en burdo los receptáculos de las correderas
de soporte, tal como se muestra en los pasos A y B página 79 , perfore
por el centro del asiento del soporte del rodillo superior, comenzando con
la broca más pequeña que pueda usarse (para asegurar un centramiento
exacto) y siguiendo con brocas mayores hasta llegar a una de l/4".
Perfore otro agujero de 1/4" en cualquier punto de la línea
central del área sobrante entre las patas y emperne las placas entre
sí, dorso contra dorso, mediante una barra de sujeción, tal
como se muestra en D -esto le proporciona algo para sujetar en el tornillo
fresador.
A continuación, perfore todos los agujeros de l/4" y 5/16"
a través de ambas placas. Luego, a través de ambas placas,
frese los receptáculos de las correderas (utilizando una fresa escariadora
de 3/8" con estrías de 1 1/2" hasta las marcas de 1",
moviendo el trabajo hacia la cuchilla con el avance transversal del tornillo
fresador. A continuación, frese el hombro en los receptáculos
de la placa superior, mueva la barra de sujeción a esta cara superior
e invierta la unidad para fresar los hombros de la cara opuesta. |
| CORTE DE LOS RECEPTACULOS DE CORREDERAS DE SOPORTE |
 |
 |
 |
 |
 |
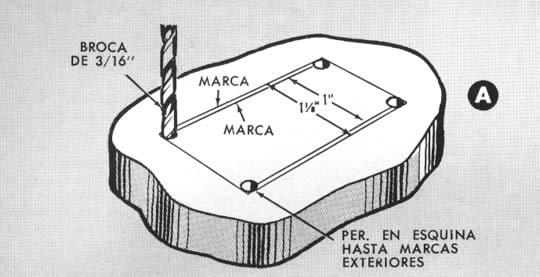
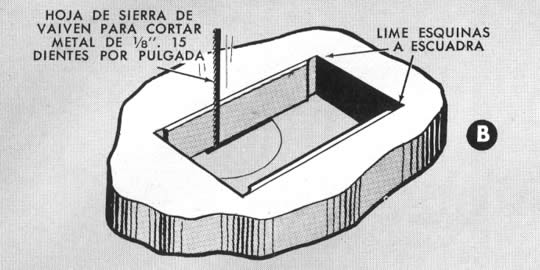
A TRACE LOS CONTORNOS de las das aberturas en la cara interior
de las placas de extremo y perfore las esquinas
B CON UNA SIERRA de vaivén, corte por dentro
de las marcas interiores; lime los bordes y escuadre las esquinas
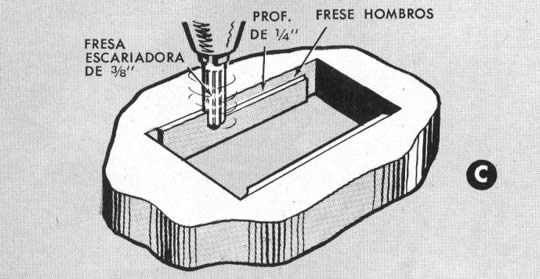
C CORTE LOS HOMBROS en el taladro de banco, con
la pieza en el tornillo fresador, para ensanchar el receptáculo
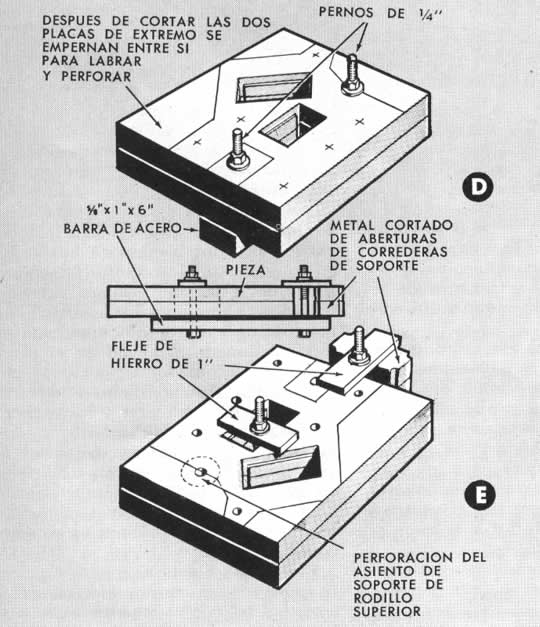
D LA MEJOR MANERA de sujetar las dos placas de
extremo para labrarlas a la vez es empernarlas a una barra
E EL ASIENTO SOPORTE del rodillo superior se puede
cortar en las dos placas a la vez volviendo a empernar la barra
|
|
 |
 |
Hecho lo anterior, vuelva a empernar las placas (el esquema E muestra
un método) para perforar y escariar el asiento del soporte del rodillo
superior. La parte superior de la placa se recortay descarta después.
Ya sea que efectúe esto con una sierra motriz o una segueta, corte
a través de las dos placas al mismo tiempo. Además, deje las
placas empernadas entre sí para cortar la forma exterior; luego separe
las placas para fresar los receptáculos de los pernos de armella
y prisioneros de bisagra a las dimensiones que se ofrecen en la página
81.
Para construir los dos tornillos de ajuste, fije las cabezas moleteadas
a los tornillos de varilla de latón de 5/16", estañe
la rosca de la varilla en un extremo y atornille la cabeza roscada mientras
el trabajo todavía se encuentre caliente. Las tuercas para los seguros
también se hacen de varilla de latón moleteada; se perforan
por el centro y se roscan para adaptarlos a la rosca de los pernos de armella.
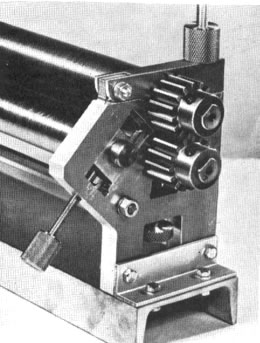
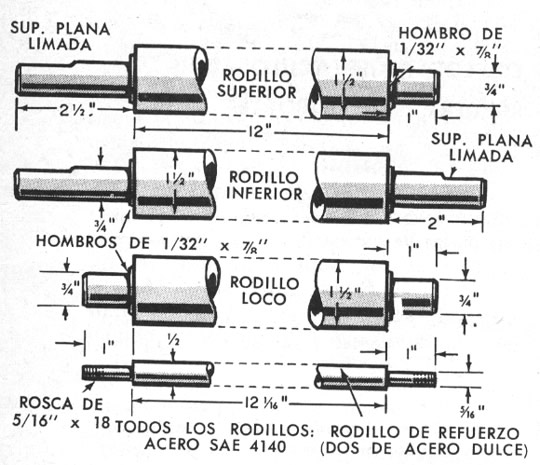
Construya los tres rodillos a las especificaciones indicadas en esta página;
tornéelos primero a sus diámetros máximos, 1 1/2",
luego rebaje cada extremo al diámetro del eje, recordando tornear
un hombro pequeño en ambos extremos para que sirva como "arandela"
espaciadora.
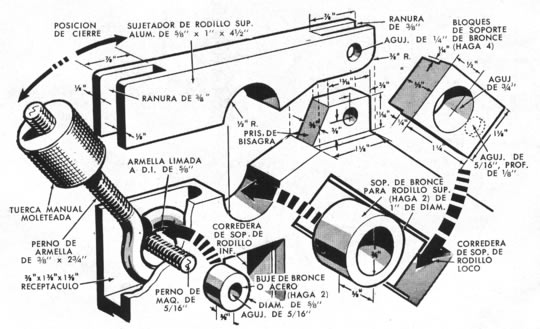
Resulta mejor emplear bronce naval para los bloques de soporte deslizante,
ya que tiene una gran resistencia al desgaste. Corte los bloques en burdo,
luego fréselos con el accesorio fresador de su torno a las dimensiones
exteriores máximas. Construya los cuatro a una longitud de 1 1/4",
pero adapte cada uno individualmente al ancho de su propia ranura y utilice
sellos metálicos para numerarlos. También numere los receptáculos
correspondientes y los extremos de los ejes de] rodillo inferior y el rodillo
loco (tales números se pueden ver en los extremos de los ejes de
la página 82 ). Esto facilita efectuar el armado con precisión,
ya que también hay que adaptar cada perforación a su eje correspondiente.
Forme los hombros con e] accesorio fresador de su torno, efectuando un corte
burdo y de bajomedida en una sola pasada para comenzar. Pruebe el bloque
en su receptáculo y utilice un indicador de cuadrante para rebajar
cada lado hasta que el bloque se ajuste sin atascarse. |
 |
 |
 |
| AL FRESAR el receptáculo, evite vibraciones
haciendo avanzar la pieza a pasos de 0,005" y dejando caer la
cuchilla después como una broca |
PERFORE el sujetador del rodillo superior en el torno,
luego corte a lo largo de la linea marcada, descarte el fondo y frese
el borde superior |
|
 |
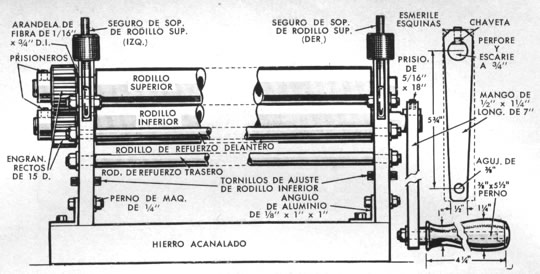
El rodillo inferior se ajusta hacia arriba y hacia abajo para adaptar
el espaciamiento del rodillo al espesor del metal que se trabaja. Si su
cilindro ha de tener una junta de cierres, tornee primero los cierres sin
aplastarlos. El ajuste del rodillo loco, claro está, altera el diámetro
del cilindro que se ha de formar.
La moldeadora puede usarse para producir semicilindros o canalones también
-en caso de que quiera usted construir una sección de canalón
de techo de medio bocel. Se le puede proporcionar esta misma forma al centro
de una pieza de lámina metálica, retrayendo totalmente el
rodillo loco y .haciendo avanzar el canalón de metal de plano hasta
el punto en que ha de comenzar la curva. Ajuste el rodillo loco hacia arriba
y haga el trabajo de atrás hacia adelante a todo lo largo de la curva,
hasta que se doble por sí solo; luego disponga los lados rectos en
posición paralela entre sí. Una pieza semejante resulta útil
en el taller. |
|
COMO ALIMENTAR LA MOLDEADORA |
 |
 |
| Lámina Calibre Delgado |
Lámina Calibre Grueso |
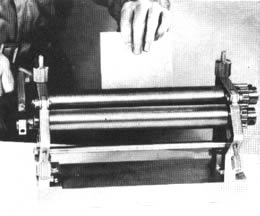
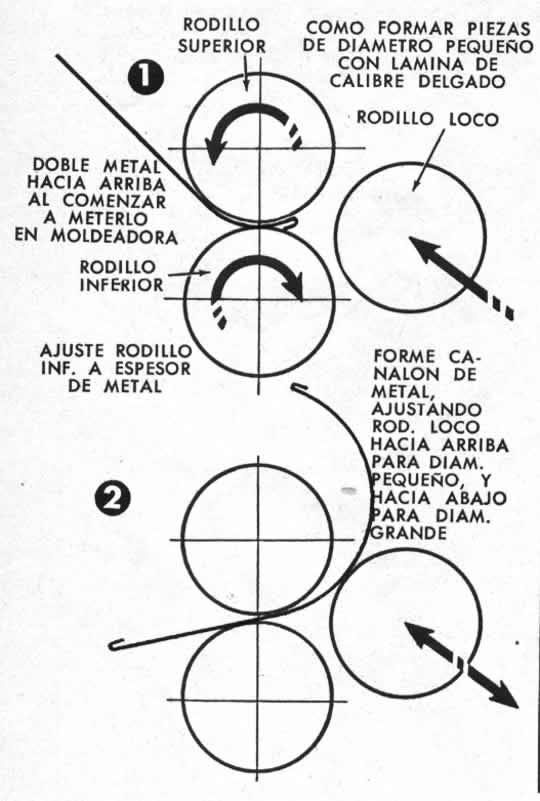
| Ajuste primero el rodillo loco, calculando la posición correcta,
luego haga avanzar el metal entre los dos rodillos delanteros. Doble la
1ámina hacia arriba con los dedos, tal como en la foto y en el esquema
1 de abajo. Al hacer girar la manivela, el metal avanzará por sí
solo hacia arriba sobre el rodillo loco, tol como se muestra en el esquema
2. Si la curva no el lo suficientemente aguda para formar un círculo
completo, no haga avanzar la pieza por completo; haga girar la manivela
hacia atrás a la posición inicial, ajuste el rodillo loco
hacia arriba y luego haga rodar el trabajo hacia atrás hasta que
los extremos le encuentren |
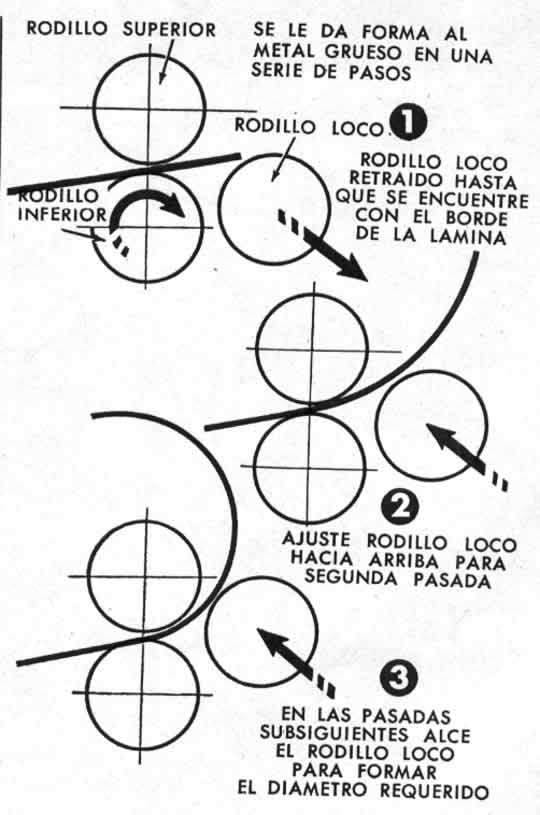
Introduzco la lámina por los rodillos delanteros hasta que el borde
haga contacto con el rodillo loco retraído. Luego alce éste,
dándole unas vueltas a los tornillos de ajuste, tal como se ve en
la foto, y haga avanzar el metal hasta que el borde trasero esté
a punto de pasar por los rodillos delanteros. Invierta la acción
para hacer que el borde delantero se mueva hacia atrás a la posición
inicial, luego ajuste el rodillo loco hacia arriba de nuevo. Repita el procedimiento,
moviendo el metal de atrás a adelante hasta que el rodillo loco haya
alcanzado una altura dejando al borde delantero hacer una curva hasta tocar
el otro |
 |
 |
Fuente: Revista Mecánica Popular - Volumen 39 -
Julio 1966 - Número 1
|
|
|