 |
Estás leyendo parte de la revista de Octubre de 1955
|
Recomienda este artículo a un amigo

|
|
 |
SUJETADOR DE
USO MULTIPLE |
| Por Walter E. Burton |
POCOS ACCESORIOS DE AGARRO, con la posible excepción
del tomillo universal, que es costoso, tienen la utilidad múltiple
de esta plancha de banco y sus simples accesorios, que pueden hacerse en
el taller. Consta de una plancha de acero dulce de media pulgada de grueso
que se embute al ras del tablero del banco, Fig. 1, y de varias abrazaderas
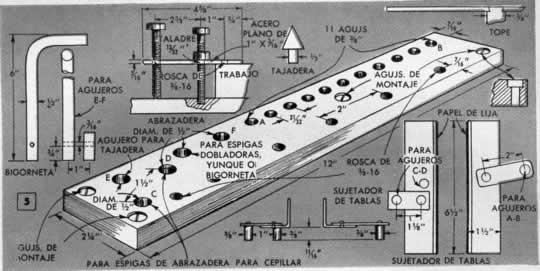
y accesorios que se muestran en la Fig. 2. Se taladran en la plancha una
serie de agujeros de varios diámetros y a diversos espacios. Algunos
agujeros llevan rosca y abocardado de fondo plano, como se indica en la
Fig. 5. Los agujeros con abocardado de fondo plano son para alojar los tomillos
de cabeza cilíndrica ranurada que se utilizan para fijar la plancha
al tablero, y los agujeros roscados se usan para atornillar los accesorios
de sujeción que aparecen en las Figs. 2, 4 y 9. La hilera de agujeros
pasantes, A-B, Fig. 5, se taladran a distancias de 21/32" de centro
a centro y se ensanchan con un escariador de 3/8". En estos agujeros
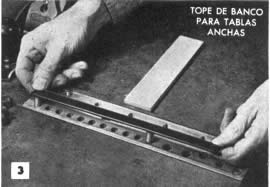
se instala la prensa para tablas, Figs. 2 y 5; el tope del banco, Fig. 3;
y la guía para doblar, Fig. 6. Los agujeros C-D, E-F se escorian
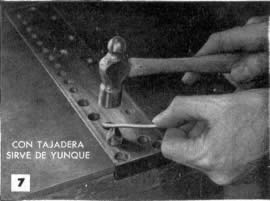
a un diámetro de 1/2" para colocar la quijada fija del sujetador
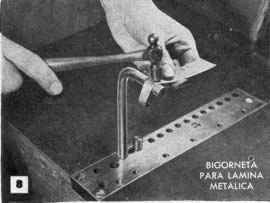
de tablas, las espigas o clavijas para doblar, la tajadera y la bigorneta
de lámina metálica. Observe en el detalle de la Fig. 5, que
muestra la vista lateral de la prensa para tablas, que el diámetro
de las espigas permite un ligero movimiento lateral de la quijada, lo cual
aumenta la fuerza de sujeción de la unidad cuando el trabajo va colocado
de canto, Fig. 2. Pueden usarse también espigas de 1/2".
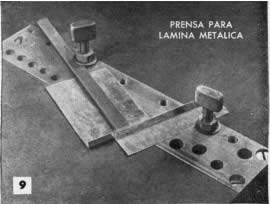
Para alojar los tomillos de la abrazadera, se taladran y roscan seis agujeros
3/8-16, dos de los cuales se ubican con 2" de separación de
centro a centro, Figs. 4 a 9. El detalle de las prensas de sujeción
vertical, Fig. 5, da el grosor de 3/16" para las placas de ajuste;
pero si se trata de un trabajo pesado, las placas deben ser de 1/4".
Note que el tornillo que va roscado en la placa de ajuste penetra en un
agujero de franqueo, abierto en la plancha. El segundo tornillo va también
roscado en un agujero de la placa, y el extremo se apoya contra la superficie
de la plancha. Cuando se ajusta este tornillo, el otro que se halla cerca
del trabajo hace de pivote. En la Fig. 4 se muestra una disposición
típica de esta abrazadera. |
 |
 |
 |
 |
 |
| Clic en la imagen para ver más grande
y claro |
El método de fijar las espigas al tope del banco, Fig.
2, se muestra en el detalle superior de la derecha, Fig. 5. Los agujeros
que se hacen a taladro en la chapa son de un diámetro igual al grosor
del resalto de los pasadores. Luego, se abocardan los agujeros (con un abocardador
de punta angular) y la proyección del pasador se remacha con la peña
de un martillo, como se muestra. El mismo método de sujeción
puede usarse cuando se fijan los pasadores a los eslabones de la prensa
para tablas.
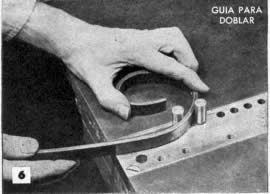
La guía para doblar consta de dos espigas colocadas en dos agujeros
consecutivos de 1/2", como en la Fig. 6. Si se desea, puede hacerse
un par de espigas de 3/8" para que encajen exactamente en los agujeros
A-B, de modo que puede obtenerse la distancia que uno desee para efectuar
varios tipos de doblado. La bigorneta, Fig. 8, se une a una espiga corta
a fin de evitar que gire cuando está en uso. El pasador transversal
de conexión que va entre el pasador corto y la bigorneta debe calcularse
para un ajuste forzado en agujeros escariados de 3/16". Si se va a
usar la plancha como yunque en trabajos ligeros, es conveniente hacerla
endurecer en un taller donde traten el acero. |
 |
 |
 |
 |
Fuente: Revista Mecánica Popular - Volumen 17 -
Octubre 1955 - Número 4
|
|
|





