|
Estás leyendo parte de la revista de Agosto de 1964
|
Recomienda este artículo a un amigo

|
|
Dobladores De Metales Para El Taller |
 |
| Por Manly Banister |
DADME UN PUNTO de apoyo y moveré la Tierra"
, dijo Arquímedes para poner de manifiesto el gran potencial de la
palanca. En los siglos que han transcurrido desde entonces, la palanca ha
movido en realidad al mundo a través de una larga historia de desarrollos
tecnológicos. Todavía no se ha producido ningún dispositivo
mecánico que no aproveche el principio de la palanca en una forma
u otra.
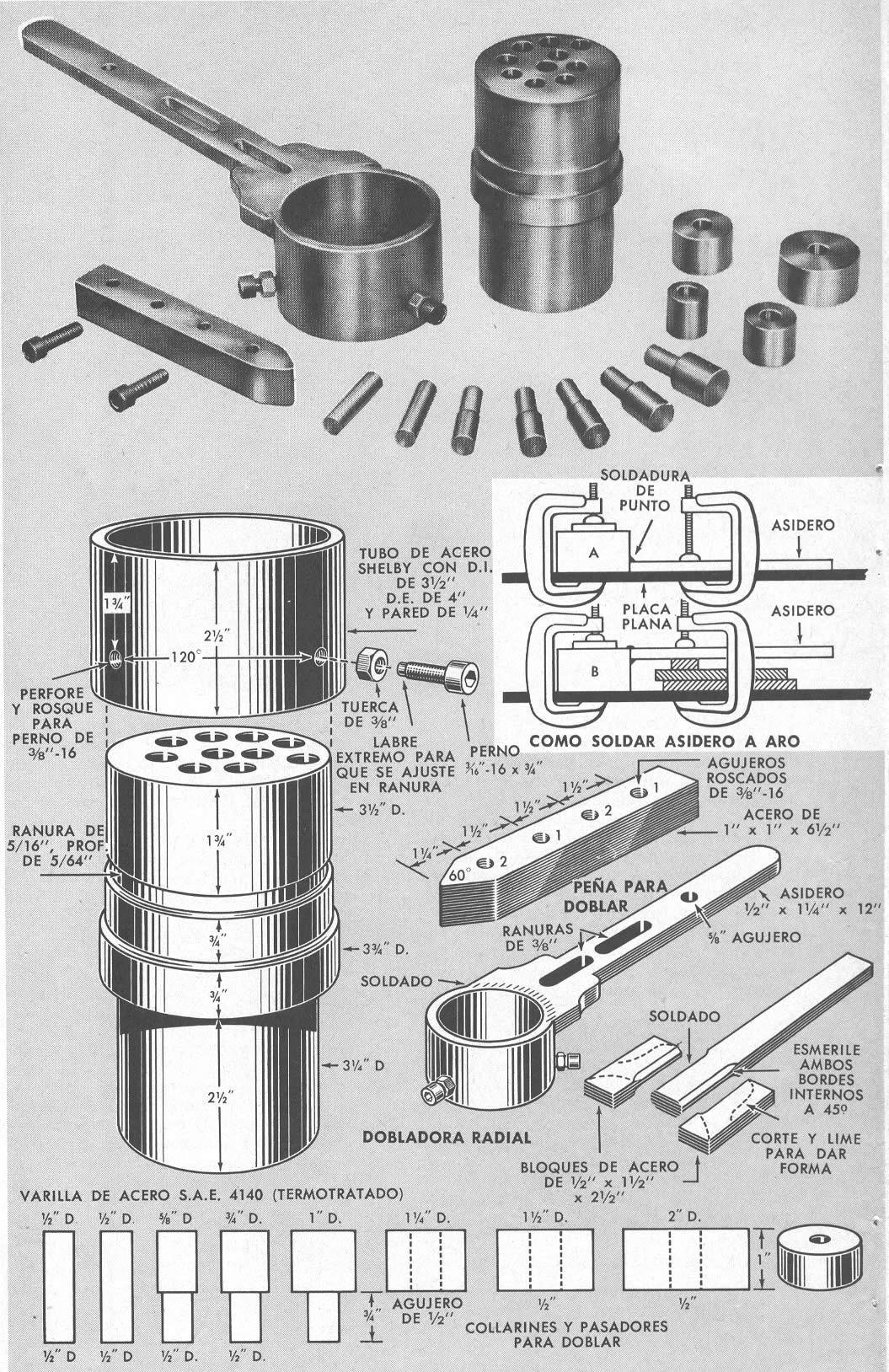
La guía de doblar que se muestra arriba tampoco es una excepción.
Aplicándose en ella ese principio alrededor de un círculo,
le permite doblar varillas de acero de 1/2" (1.27 cm) o flejes de hierro
de 3/16" (4.76 mm) de espesor, con un ancho hasta de 1" (2.54
cm) tan fácilmente como lo haría el hombre fuerte del circo,
y con una exactitud mucho mayor.
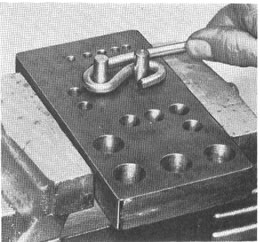
En la foto inferior aparece otra guía más sencilla, conjuntamente
con ejemplos de trabajos que se pueden realizar con ella. Tiene una capacidad
para tiras metálicas con espesor de 1/4" (6.3 mm) y un ancho
de 3/4" (1.9 cm) ; pero, al utilizarse el juego más pequeño
de pasadores, resulta ideal para doblar alambres. Con esta guía,
el material que se ha de doblar se convierte en su propia palanca al tirar
de ella contra los pasadores.
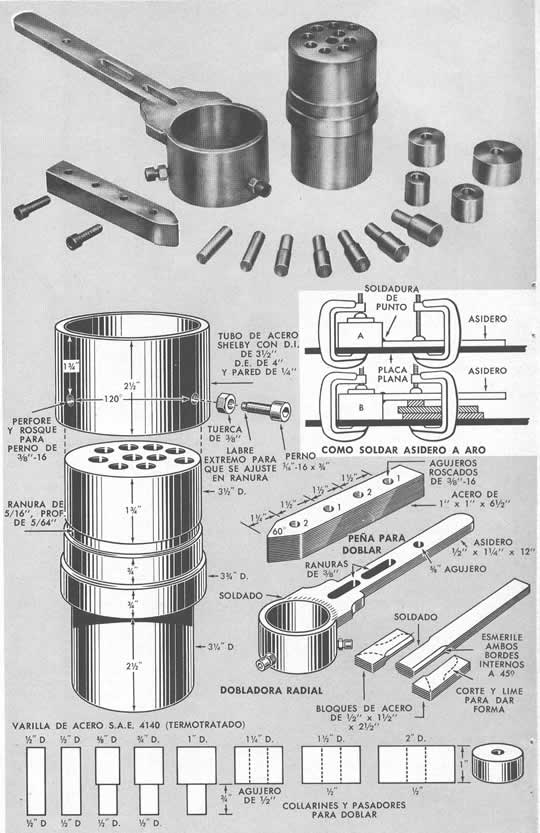
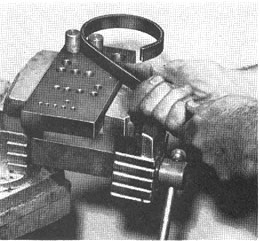
En la foto de la guía radial que encabeza esta página se muestra
la realización de un trabajo. Se trata de un fleje de acero destemplado
de 1/8" (3.1 x 19.0 mm) , doblado alrededor de un collarín de
pasadores para formar un soporte de "hierro forjado".
Para utilizar este doblador, escoge usted pasadores (o collarines) de tamaño
adecuado, los coloca en agujeros lo suficientemente apartados entre sí
para dar cabida al material que se ha de doblar, luego dispone la punta
de la peña contra el trabajo y 1a asegura apretando los pernos de
retén. Después de hacer esto, se mueve el mango hacia la derecha,
tal como se muestra en el esquema del inserto, o hacia la izquierda, y el
trabajo se invierte en caso de ser zurdo el artesano. Una vuelta completa
produce un ojal, una media vuelta produce un doblez en U, y un cuarto de
vuelta forma un ángulo recto. N o se requiere un largo excesivo,
como sucede cuando el trabajo debe proporcionar su propio apalancamiento,
al extenderse más allá del doblez. |
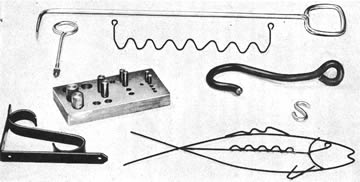 |
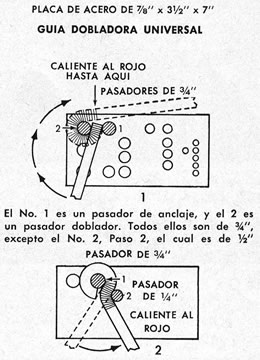
Esto sucede con el doblador plano. No tiene piezas móviles.
En realidad, se trata de una placa provista de receptáculos, que
se asegura en un tornillo de banco de servicio pesado. A pesar de que es
de construcción más sencilla, es aún más práctica,
ya que se trata de cuatro guías en una, que utiliza pasadores de
1/4", 3/8", 1/2", y 1/8" (6.3, 9.5, 12.7, y 19.0 mm)
de diámetro, |
| para usarse con una amplia variedad de materiales,
desde alambre de perchero hasta el material más grueso que se pueda
doblar a mano, ya sea en frío o en caliente. Si quiere usted producir
joyas de fantasía hechas de alambre, añada una serie de agujeros
de 3/16" y 1/8" (4.7 y 3.1 mm) y corte pasadores correspondientes.
Estos resultarán adecuados para alambre de plata o de cobre. |
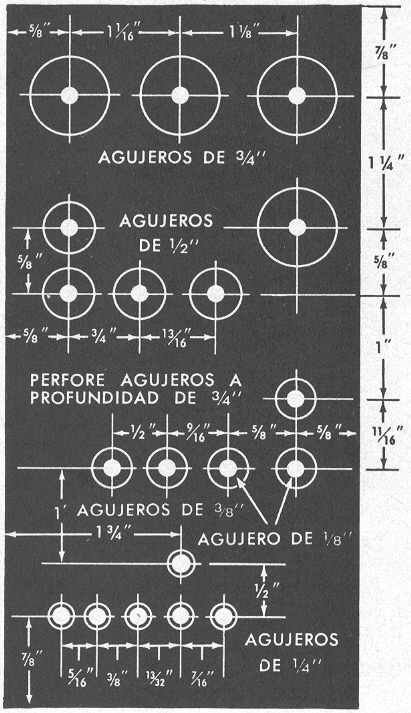
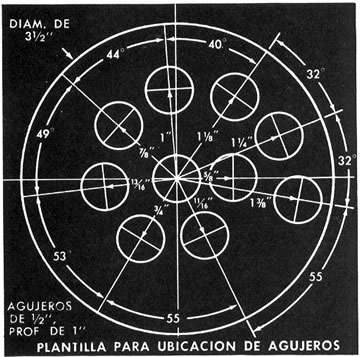
| Toda guía para doblar debe proporcionar
una variedad de receptáculos para pasadores, ya que el mejor espaciamiento
entre el pasador de anclaje y el pasador radial basta sólo para dar
paso al espesor o diámetro de trabajo. En esta guía radial
hay receptáculos de 1/2" (1.27 cm) que describen una espiral
hacia afuera, a distancias que aumentan gradualmente desde el agujero central.
En la parte superior derecha se muestra una plantilla. para la perforación
de estos agujeros. Haga una plantilla de tamaño completo sobre una
pieza de papel de calcar, precinte ésta ala superficie de la tabla
donde se ha de doblar el metal y transfiera los centros de los agujeros
al acero con un punzón marcador. Vuelva a perforar estos agujeros
con un punzón de centros, antes de llevar el trabajo al taladro de
banco. Luego comience con agujeros de guía de 1/8" (3.17 mm),
los cuales se agrandan al diámetro final mediante brocas de diferentes
tamaños, a fin de evitar que los movimientos de las brocas dañen
los agujeros. |
 |
 |
El acero utilizado para el cuerpo de la guía es una
aleación de cromo y molíbdeno que resulta sumamente resistente
a la abrasión, los impactos y las tensiones. Se conoce como Moly-Krome
A.I.S.I. A-4142 (SAE 4140). Puede obtenerse en forma destemplada o termotratada.
Utilicé el tipo termotratado para mi guía, ya que no requiere
ningún tratamiento especial para usarse en el taller casero. Si se
usa el tipo destemplado, lleve el metal a un taller para que lo sometan
a un tratamiento térmico y evitar así que los receptáculos
de los pasadores se deformen. Déle forma al cuerpo en un torno de
6" (15.2 cm) , con un accesorio fresador para cortar las ranuras y
la punta de la peña. |
| Pero hay que advertir que el Moly-Krome termotratado
destruye fácilmente las brocas perforadoras y cortadoras. La ranura
alrededor del cuerpo da cabida a los tres pernos del collarín que
evitan que este último se desplace hacia arriba al usarse. |
| La foto en la parte superior izquierda también
muestra un conveniente conjunto de pasadores y collarines. Si hace usted
los receptáculos de los pasadores con varilla de broca, podrá
utilizarlos sin endurecerlos; pero si decide usted endurecerlos, asegúrese
de templarlos a una temperatura no inferior a 425° C; de lo contrario,
el acero se volverá quebradizo y se romperá al someterse a
presión. Los pasadores de acero de bajo carbono deben someterse aun
endurecimiento superficial. Para doblar arcos de diferentes radios hay que
utilizar pasadores de diferentes diámetros. Para tamaños mayores
se recomienda el uso de collarines de tipo de "rosquilla", colocados
sobre el pasador central, a fin de evitar el labrado. |
Si no dispone usted de medios para endurecer
y templar los pasadores de las piezas, es posible que pueda encomendar esta
labor aun taller mecánico de la localidad., Si tiene usted una fragua
o un horno de fundición, caliente el metal al rojo vivo y luego sumérjalo
en agua fría y limpia, mientras lo agita vigorosamente con las tenazas
para que se enfríe lo más rápidamente posible. Para
templar el metal ligeramente y evitar que se vuelva quebradizo, colóquelo
por una hora dentro de un horno de cocina calentado aun temperatura de 150"
C. Vuélvalo a sumergir en agua fría y quítele las escamas
en el torno, empleando tela de esmeril de tipo fino.
La peña dobladora tiene cuatro agujeros aterrajados para permitir
ajustes a varias distancias del pasador central. Para trabajos ligeros,
atornille pernos de retención entre el par No. 1. Pero cuando doble
usted material grueso, podrá disponer de una acción de palanca
adicional moviendo la peña hacia atrás para que entre en contacto
con el trabajo, a unos 25 milímetros más o menos del punto
de doblez. En tales casos, use los agujeros N o. 2 introduciendo el perno
trasero por el agujero en el mango ubicado a 8 1/4" (20.9 cm) del arco.
Si necesita usted una acción de palanca mayor de la que puede proporcionar
el mango, introduzca un trozo de tubo sobre éste.
La peña se debe endurecer, ya que todos los dobleces se efectúan
con la punta de yunque, la cual no tardaría en echarse a perder rápidamente.
Esta pieza de acero de herramienta de tamaño grande es bastante costosa,
pero puede usarse también acero laminado en frío, siempre
y cuando se endurezca la punta superficialmente. Esto se puede hacer con
facilidad, empleando un producto comercial conocido como Kasenit y siguiendo
las instrucciones impresas en el envase. O utilice un electrodo para endurecimientos
superficiales en una soldadora de arco, a fin de aplicar un cordón
de soldadura a través de la punta y un par de cordones en cada lado.
Luego esmerile la capa de endurecimiento superficial para proporcionarle
una punta redondeada. |
 |
 |
 |
 |
 |
El mango se puede cortar de una lámina
sólida de l/2" (1.27 cm), o formarse como se muestra en la página
72. Después de darle forma, corte las ranuras de 2 1/4" ( 5.7
cm) , tal como se muestra. El puente de 3/8" (9.5 mm) entre las ranuras
es sólo para no debilitar el mango. En la página 72 hay un
detalle que muestra cómo unir el mango y el aro sin producir distorsiones.
Primero invierta ambas piezas y asegúrelas con una abrazadera a una
pieza de acero plano; luego aplíqueles soldadura de puntos en cada
lado, en el lugar en que el mango se une al aro. Al enfriarse la soldadura,
vuelva asegurar la unidad, como se muestra en E, y aplique una soldadura
completa a través de la parte superior, utilizando un electrodo E6011
de 1/8" (3.1 mm) con una corriente de 115 amperios. El aro y el área
de soldadura se deben cubrir inmediatamente con trapos ( o con arena o ceniza)
para demorar el enfriamiento. Cuando el metal se enfríe a la temperatura
ambiente, quítelo de la abrazadera y esmerile el cordón de
soldadura para dejarlo al ras con la superficie del mango. Luego asegure
la unidad en posición invertida de nuevo, y aplique una soldadura
completa a través de la junta, aislándola nuevamente para
evitar que se enfríe con excesiva rapidez.
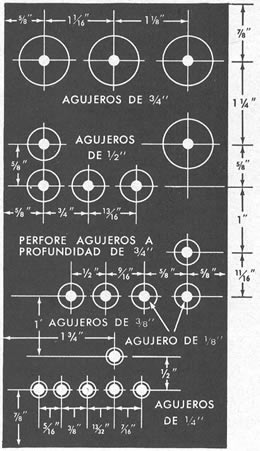
El doblador plano no es más que una sencilla placa con receptáculos.
En el diagrama, el espaciamiento de los agujeros se da en dimensiones de
centro a centro, que crean espacios entre los pasadores para dar cabida
a una variedad de espesores. Para un fácil paso entre los pasadores,
aumente ligeramente cada espacio al transferir los centros de la plantilla
al bloque con un punzón marcador. A pesar de que los agujeros para
los pasadores tienen una profundidad de apenas 3/4" (1.9 cm), perfore
los agujeros centrales de 1/8" (3.17 mm) totalmente a través,
para evitar una acción de succión y facilitar la remoción
de pasadores atascados.
Le conviene disponer de un par de pasadores de 1/4" 3/8" l/2"
y 3/4" (6.3, 9.5, 12.7 y 19.0 mm). Para usarse ocasionalmente, los
pasadores hechos de varilla de acero duro -el tipo de superficie brillante
puede obtenerse en tramos de 3 pies (91,4 cm) en las ferreterías-
resultan lo suficientemente resistentes. Pero si proyecta usted usar la
guía con bastante frecuencia, corte los pasadores de varilla para
brocas. Si la guía se ha de usar con mucha frecuencia, endurézcalos.
La foto en la parte superior izquierda de esta página muestra el
uso de la guía para producir un doblez radial en el extremo de una
tira de acero laminado en caliente de 3/16" x 3/4" (4.7 x 19.0
mm) que se ha de usar como pasamanos. El doblez se efectúa gradualmente,
tirando del trabajo. Puede usted doblar tiras con un espesor de 1/4"
(6.3 mm) de manera igual, si el tornillo es lo suficiente fuerte para resistir
la tensión. Si no está usted seguro, caliente primero el metal
al rojo vivo. Conviene hacer esto también al proporcionarles dobleces
de radio reducido a piezas de metal más delgado.
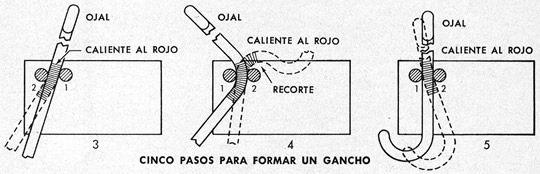
La segunda foto en esta página muestra los pasos para doblar un gancho
con forma de S alrededor de pasadores de 3/8" (9.5 mm). El material
es de varilla de acero duro de 1/4" (6.3 mm) ; los pasadores se espacian
a 1/4" (6.3 mm) para el primer doblez, y luego se mueven según
se muestra para el segundo doblez. Por último se recorta el material
excedente.
Es posible que los dobleces efectuados con esta guía no tengan siempre
la forma exacta que busca usted, y también es posible que no tengan
un radio exacto, debido a la "elasticidad" inherente del metal
ya que el material debe proporcionar su propia acción de palanca.
y si hay que producir una cantidad de artículos idénticos,
se pierde tiempo recortando cada pieza a medida que se le va dando forma.
Para trabajos de precisión o en serie, por lo tanto, le conviene
más cortar el trabajo al largo total indicado y luego darle forma
a la pieza recta en un doblador radial. |
| Fuente: Revista Mecánica Popular - Volumen 35 - Agosto
1964 - Número 2 |
|
|