Galvanización Por Inmersión
en Caliente |
| En la cocina de su propia casa, puede usted impermeabilizar
con un resistente baño de cinc las piezas hechas en el taller |
 SE
EQUIVOCA usted si cree que la galvanización es un procedimiento estrictamente
industrial. Cualquier artesano casero puede utilizar este procedimiento.
Puede usted obtener cinc puro en forma de barra en cualquier tienda que
venda metales, sin que le cueste mucho. En cuanto a equipo, necesitará
usted un hornillo para soldar y un crisol, los cuales pueden obtenerse en
casi cualquier ferretería. SE
EQUIVOCA usted si cree que la galvanización es un procedimiento estrictamente
industrial. Cualquier artesano casero puede utilizar este procedimiento.
Puede usted obtener cinc puro en forma de barra en cualquier tienda que
venda metales, sin que le cueste mucho. En cuanto a equipo, necesitará
usted un hornillo para soldar y un crisol, los cuales pueden obtenerse en
casi cualquier ferretería.
Además de estos artículos, tendrá usted que ir a una
botica para comprar sal amoníaco (cloruro de amonio) y ácido
clorhídrico. A propósito, el ácido clorhídrico
de tipo comercial, usualmente conocido como "ácido muriático",
es más barato y da iguales resultados.
El primer paso de la galvanización consiste en limpiar el metal por
completo. Puede usted quitar la pintura o las capas viejas de cinc con un
soplete o con la llama del hornillo para soldar, pero hay que quitar la
grasa y el aceite hirviendo la pieza que se ha de galvanizar en una solución
de carbonato de sodio. Cualquier almacén que venda artículos
fotográficos puede proporcionarle esta substancia química.
(No utilice bicarbonato de soda para esto). Para limpiezas comunes y corrientes,
mezcle aproximadamente dos cucharadas de carbonato de sodio por litro de
agua y hierva la solución durante cinco o diez minutos.
Después de hervir, enjuague la pieza por completo con agua tibia
para quitarle toda traza de la solución. Luego séquela con
una toalla limpia o un chorro de aire caliente ( del secador de cabello
de su esposa, por ejemplo). De aquí en adelante no toque usted el
metal con las manos desnudas. Las manchas invisibles de grasa de su piel
no permitirán un buen enchapado. |
La sumersión de la pieza en un baño
de ácido es en realidad una segunda operación de limpieza
que elimina todos los óxidos, dejando el metal perfectamente listo
y limpio para la capa de cinc. Vierta suficiente ácido clorhídrico
dentro de un envase de cristal para cubrir la pieza y deslice ésta
bajo la superficie suavemente a fin de evitar salpicaduras. Asegúrese
de que la ventilación sea adecuada en el cuarto donde se lleva a
cabo el trabajo.
Tal vez haya que dejar la pieza en el baño de ácido durante
una hora para quitarle el óxido por completo. El metal tendrá
un tono gris uniforme cuando quede limpio, pero a pesar de que parezca estar
perfectamente limpio, déjelo en el baño durante cinco o diez
minutos más para estar absolutamente seguro. |
 |
| 1. La galvanización comienza con la limpieza de la
pieza. La pintura o el aluminio viejo se quitan a fuego, y la grasa y el
aceite se eliminan hirviendo el objeto en una solución de carbonato
de sodio |
| Luego, saque la pieza del baño de ácido y colóquela
dentro de un recipiente de agua fría y bajo un grifo abierto para
que el agua enjuague todo el ácido en el metal. Después de
enjuagarla, seque la pieza por completo. |
 |
 |
| 2. La limpieza se termina con un baño de ácido.
Deje las piezas en él hasta que el metal adquiera un tono gris uniforme:
señal de que está perfectamente limpio |
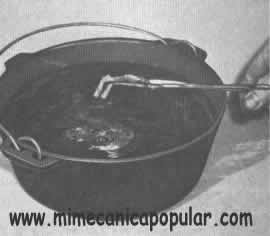
3. El enjuague elimina el ácido de las piezas. Ponga
éstas en una jofaina, poco profunda, llena de agua fría, bajo
un grifo abierto en el fregadero de la cocina |
 |
 |
| 4. Las piezas se secan después de enjuagarse, ya que
la humedad que permanece en el metal produce salpicaduras, si llega a hacer
contacto con el cinc caliente |
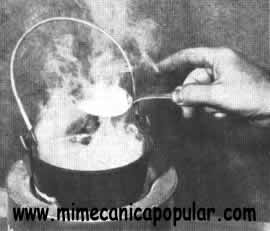
5. Antes de la inmersión, quite el óxido que
floja en la superficie del cinc y riegue un poco de sal amoníaco
sobre el metal derretido, la que sirve de fundente |
 |
 |
| 6. Con unas tenazas, saque la pieza del baño de cinc
y agítela para eliminar el metal excedente. El humo que se ve se
debe a la reacción de la sal amoníaco |
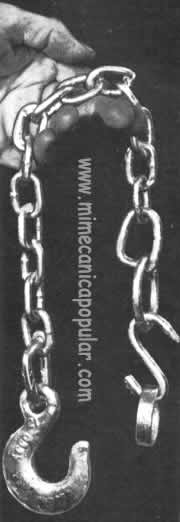
7. Sumerja la pieza en agua fría, después de
extraerla del baño de cinc. Si desea usted una capa más gruesa,
seque la pieza por completo y repita el baño de metal |
El acero limpiado con ácido comenzará a oxidarse
inmediatamente después de extraerse del baño, por lo que hay
que tener el receptáculo de cinc derretido ya preparado antes de
quitar la pieza del baño. El cinc se derrite a una temperatura de
419 ° C, pero para una buena adhesión se debe calentar a una
temperatura de por lo menos 437° C. Asegúrese de que el cuarto
esté bien ventilado.
El cinc derretido se oxida con rapidez, formando una capa de color amarillo
verdoso en la superficie. Para un trabajo de galvanización bien lustroso,
evite que este óxido se adhiera al metal. Antes de sumergir la pieza,
quite esta capa con una cuchara vieja y luego riegue un poco de sal amoníaco
sobre el metal derretido. Cuando la superficie quede limpia, sumerja la
pieza en el receptáculo.
La pieza debe permanecer en el baño de cinc hasta que su temperatura
alcance a la del cinc. Para las piezas que se muestran en las fotografías
acompañantes, bastaron dos minutos solamente. Naturalmente, se requieren
períodos mayores para piezas más grandes. Cuando la pieza
se encuentra lista para salir, tome unas tenazas y sujete la pieza con firmeza,
pero no la suba a la superficie. Luego utilice el procedimiento mencionado
arriba para eliminar el óxido de la superficie de cinc y extraiga
la pieza. Sosténgala sobre el receptáculo durante un momento
para permitir que se escurra el cinc excedente, luego sumérjala en
agua fría. Si desea una capa más gruesa, seque la pieza por
completo y repita el baño de cinc. |
CONSEJOS PARA LA GALVANIZACION |
Si el cinc no se adhiere bien, esto probablemente puede deberse
a una de estas causas:
1. Tipo de acero - El acero blando y las piezas forjadas son más
fáciles de galvanizar que otros tipos de piezas.
2. Limpieza - Quite todo el aceite y la grasa.
3. Baño deficiente-Deje la pieza en el ácido hasta que desaparezca
el óxido.
4. Cinc de mala calidad - Rara vez se presenta este caso.
5. Temperatura del baño de cinc-Manténgala por encima del
punto de fusión.
6. Duración del baño de cinc- Permita que la pieza adquiera
la temperatura del cinc.
7. Depósitos de óxido-Quite el óxido del baño
de cinc y riegue suficiente sal amoníaco en la superficie, para limpiarla;
luego sumerja la pieza inmediatamente, antes de formarse más óxido. |




