|
Estás leyendo parte de la revista de Noviembre de 1954
|
Recomienda este artículo a un amigo

|
|
 |
CONSTRUYA ESTE MODELO DEL
AUTOMOVIL JAGUAR SS-100 |
| Por Carroll Wilke |
| |
| Si es usted aficionado a construir réplicas en miniatura
de automóviles, no deje pasar por alto esta oportunidad de aumentar
su colección con este moderno y bello modelo |
| |
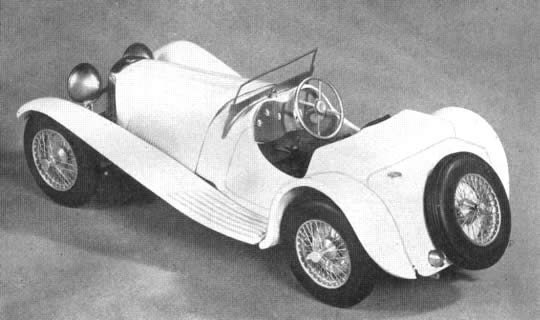
| ESTE PRECIOSO modelo del afamado auto deportivo británico de marca
Jaguar constituye una réplica exacta del original, desde el realista
panel de instrumentos hasta las relucientes ruedas de rayos. Ha sido construido
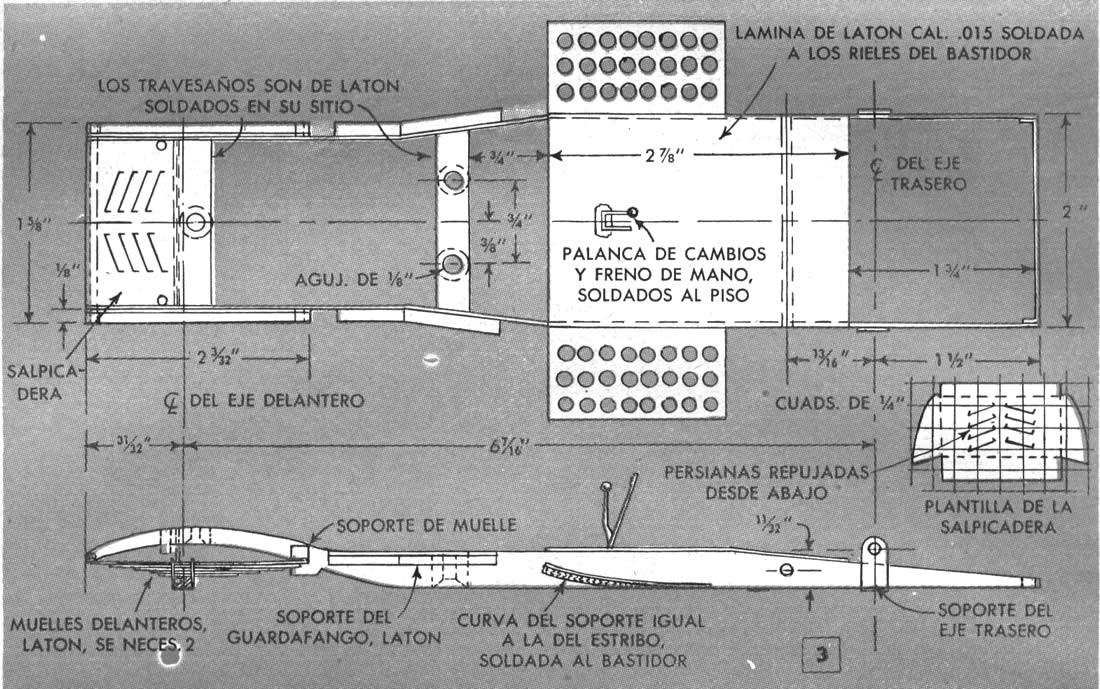
a una escala de 3/4" por pie lineal. El chasis que se muestra abajo
y que se detalla en la figura 3 está hecho totalmente de latón
y requiere trozos de alambre, tubo, barra y lámina metálica.
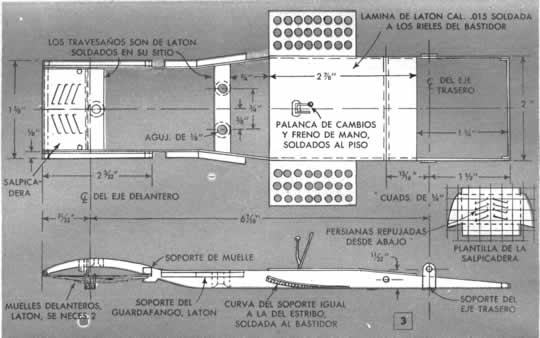
El primer paso consiste en hacer una plantilla a tamaño completo
de las vistas de plano y de perfil del chasis que aperecen en la figura
3. Esto le permitirá armar las diversas partes directamente sobre
la plantilla y efectuar medidas guiándose por la plantilla misma.
Los rieles laterales de 9 1/4" de largo se cortan de lámina
de latón de .053. Después de cortarlos burdamente, asegúrelos
entre sí con dos o tres abrazaderas de modelista, luego .perfórelos
donde se indica y déles forma final rebajando el metal con una lima.
Note en la vista de plano que los rieles se doblan hacia adentro, en un
punto situado por delante del soporte del guardafango y el estribo. Los
rieles se unen entre sí, en la parte delantera, con un tubo de latón
de 1/16" de diámetro y 1 15/16" de largo. El tubo se extiende
a través de los rieles aproximadamente 1!8" en cada lado, a
fin de sostener los muelles de hoja. En la parte posterior, los rieles se
unen entre sí con un travesaño de 1/8" x 24", Cada
extremo se dobla hacia atrás 1/8", en ángulo recto, y
los dos travesaños, el delantero y el trasero, se sueldan a los rieles.
La pieza transversal a la cual se asegura la carrocería es un trozo
de barra de latón de 1/4" por lado. Esta barra se suelda a los
rieles en el punto indicado y luego se le perforan dos agujeros donde insertar
tornillos para madera, de cabeza plana y de 1/8"; estos agujeros deben
abocardarse en el fondo. El travesaño del radiador es una barra de
latón que mide 3/16" x 1/4" seccionalmente. Este travesaño
también se suelda a los rieles, al ras con la parte superior, y se
perfora tal como antes para acomodar un tornillo de cabeza plana de 1/8".
El piso está hecho de lámina de latón de .015, de 2"
de ancho y 2 7/8" de largo. Esta pieza se dobla y se suelda a fusión
sobre los bordes superiores de los rieles, quedando al ras con el exterior.
Los soportes perforados del estribo se cortan del mismo material de latón
que la pieza del piso y miden 7/8" de ancho y 1 3/4" de largo.
Note en la vista de perfil de la figura 3 que estos soportes se doblan de
acuerdo con la curvatura de los guardafangos, y que luego se sueldan a los
lados de los rieles, en un punto a nivel con el borde delantero del piso.
Los agujeros en los soportes de los estribos contribuyen a que se obtenga
una liga mucho más fuerte al adherir aquellos a los guardafangos.
Los dos soportes de los montajes de los guardafangos se hacen de lámina
de latón número .015. Cada uno de ellos se hace tomando una
tira de 1/4" x 1 1/16" y dándole forma de L, doblando la
tira por el centro a fin de producir un ángulo de 1/8". Se corta
una muesca en V en la parte superior de cada pieza a fin de que se conformen
al contorno de los rieles laterales. Estas piezas se sueldan en posición
en un punto 7/16" por delante de la pieza del piso y al ras con la
parte superior de los rieles laterales. |
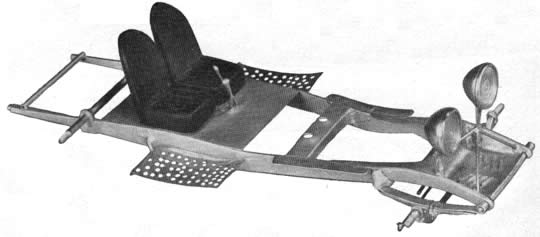 |
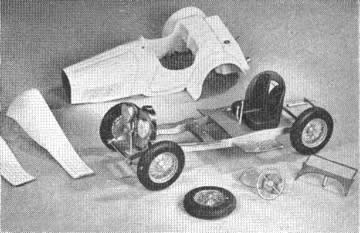
| El chasis terminado, con los asientos en posición.
Con excepción de los asientos, que son de madera, el chasis, incluyendo
los faros, se hace de trozos de tubo, alambre, barra, placa y lámina
de latón |
 |
 |
| Vista del fondo del chasis que muestra la cabina. Este original
difiere ligeramente de los dibujos |
He aquí la carrocería terminada, después
de haberse rociado varias veces con laca blanca para autos |
| La hoja superior de cada muelle delantero se hace de lámina
de latón número .015, con un ancho de 1/8" y un largo
de 2 1/4". Un extremo de cada hoja se enrolla para formar un pequeño
ojal donde enganchar los extremos del travesaño tubular. Cuatro hojas
adicionales de diversas longitudes se sueldan a la hoja superior, después
de lo cual se fija cada muelle completo al riel lateral, soldándolo
a fusión sobre una diminuta ménsula en forma de L, de 5/32"
x 1/4". Esta ménsula, a la vez, se suelda al riel. La salpicadera
delantera se corta y forma de lámina de latón de 1 1/2"
x 2 1/2". Debe hacerse una plantilla de tamaño normal para esta
pieza, ampliando el dibujo cuadriculado que se ofrece. Tres lados de la
salpicadera se doblan hacia arriba, a lo largo de las líneas punteadas,
mientras que el borde delantero se dobla hacia abajo ligeramente para formar
un reborde que permita enganchar la pieza sobre el travesaño tubular.
Las persianas en el fondo de la salpicadera se forman repujando el metal
desde abajo con el extremo de un palo de madera dura. La salpicadera se
ajusta entre los rieles laterales, al ras con la parte superior, donde se
asegura en posición con soldadura a fusión. Dos trozos cortos
de tubo de latón, de 3/32" de diámetro y 1/4" de
largo, se sueldan verticalmente a los lados de la salpicadera, uno en cada
lado, a fin de formar receptáculos para los soportes de los faros,
tal como se detalla en la Fig. 8. Las ménsulas para el montaje del
eje trasero se hacen de latón de .053 y miden 1/4" de ancho
y 9/16" de largo. Se perforan agujeros en los extremos redondeados
para el eje trasero de 1/8", el cual se detalla en la Fig. 5. Las ménsulas
se sueldan a fusión sobre el exterior de los rieles, centrándolas
en una línea a 1 1/2" del extremo del chasis. Todo lo que queda
ahora por hacer es montar el travesaño tubular trasero, el cual tiene
un diámetro de 1/8" y un largo de 2", en los agujeros previamente
abiertos en los rieles laterales, y soldar la palanca de cambios y el freno
de mano al piso (hechos de alambre). |
 |
| Clic en la imagen para ver más grande
y claro |
 |
| Clic en la imagen para ver más grande y claro |
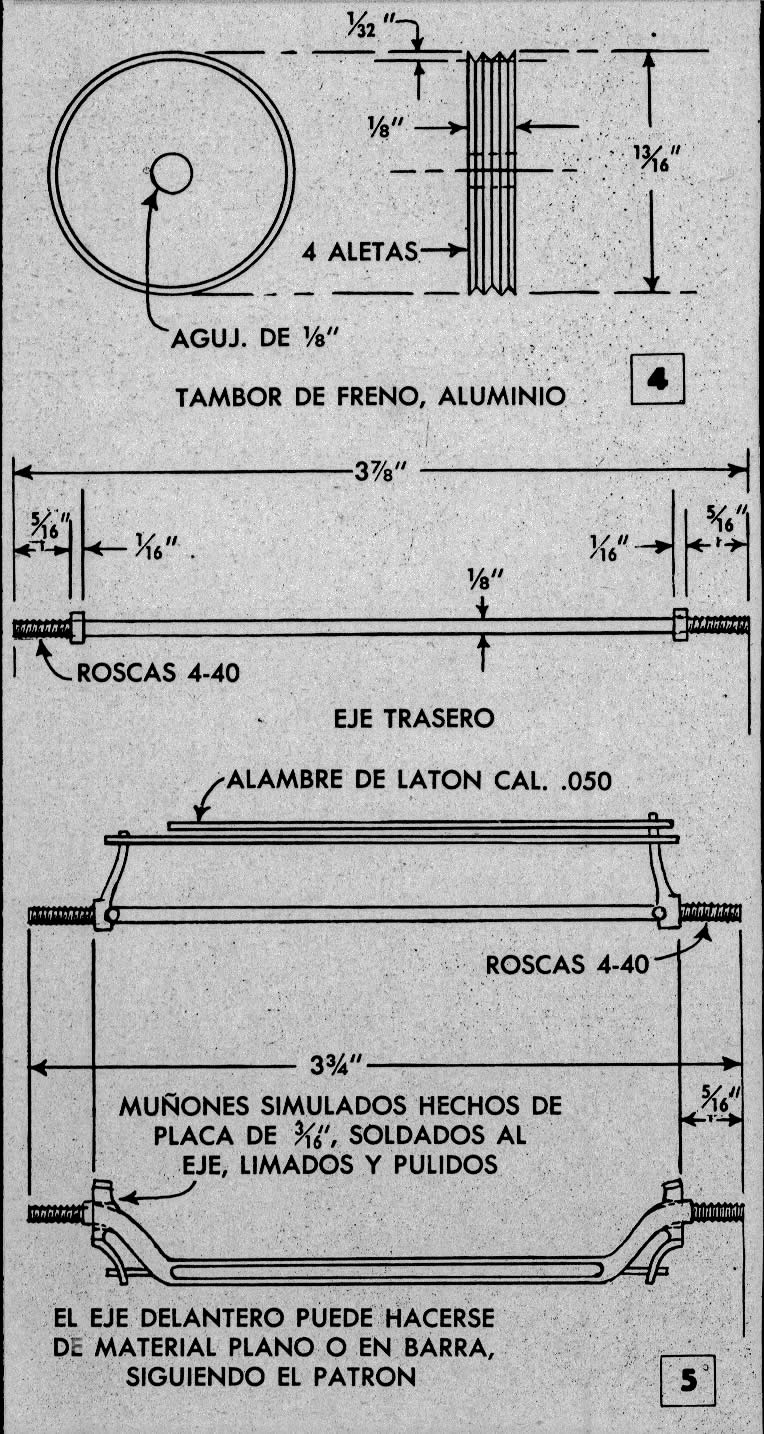
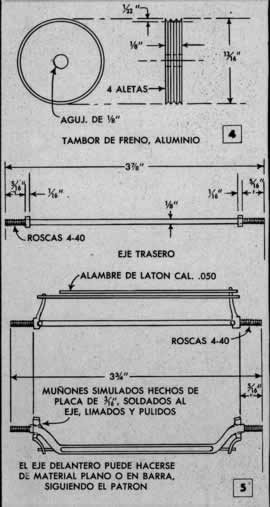
En las figuras 4 y. 5 se detalla el eje delantero, el eje trasero y los
tambores de los frenos. Para el eje trasero, se hace una rosca 4-40 en un
tramo de 5/16", en cada extremo de una varilla de latón de 1/8".
Los topes o collarines de los tambores de los frenos, los cuales llevan
una perforación a fin de que puedan deslizarse por los extremos del
eje, se cortan de varilla de latón de 3/16", en forma de diminutos
discos con un espesor de 1/16". Estos discos se perforan y fijan con
soldadura de puntos en los extremos de las secciones roscadas, después
de instalar el eje. El eje delantero consiste en una viga "1"
hecha de una varilla de latón de 3/16", con un largo de aproximadamente
4". Esta pieza se asegura en el mandril de un torno, y cada uno de
sus extremos se tornea a un diámetro de .115" por una distancia
de 5/16" .La porción torneada en cada extremo luego se provee
de una rosca 4-40, tal como se hizo en el eje trasero. La varilla de latón
después se destempla a fin de que se le pueda dar la forma que se
muestra. Para destemplar el latón, caliéntelo a un rojo cereza
y luego sumérjalo inmediatamente en agua. Las charnelas de dirección
y los topes de los tambores de los frenos se hacen de trozos de placa de
latón de 1/8" x 1/4" x 1/2". Los brazos de direcci6n,
la barra de unión y la varilla de enlace se hacen de alambre de latón
número .050 y se sueldan en sus posiciones respectivas. El conjunto
completo del eje  delantero
se lija con alambre y se suelda al centro de cada muelle delantero; el alambre
de latón, en este caso, representa los pernos de grillete. Los cuatro
tambores de freno, hechos de aluminio, pueden tornearse de material plano
de 1/8" o de barra con un diámetro de 7/8". Se tornean
4 diminutas ranuras en los bordes de los tambores para representar las aletas
de enfriamiento, y se perfora un agujero de 1/8" a través del
centro de cada tambor, para poder deslizar éstos por los extremos
roscados de los ejes. delantero
se lija con alambre y se suelda al centro de cada muelle delantero; el alambre
de latón, en este caso, representa los pernos de grillete. Los cuatro
tambores de freno, hechos de aluminio, pueden tornearse de material plano
de 1/8" o de barra con un diámetro de 7/8". Se tornean
4 diminutas ranuras en los bordes de los tambores para representar las aletas
de enfriamiento, y se perfora un agujero de 1/8" a través del
centro de cada tambor, para poder deslizar éstos por los extremos
roscados de los ejes. |
 |
| Clic en la imagen para ver más grande
y claro |
 |
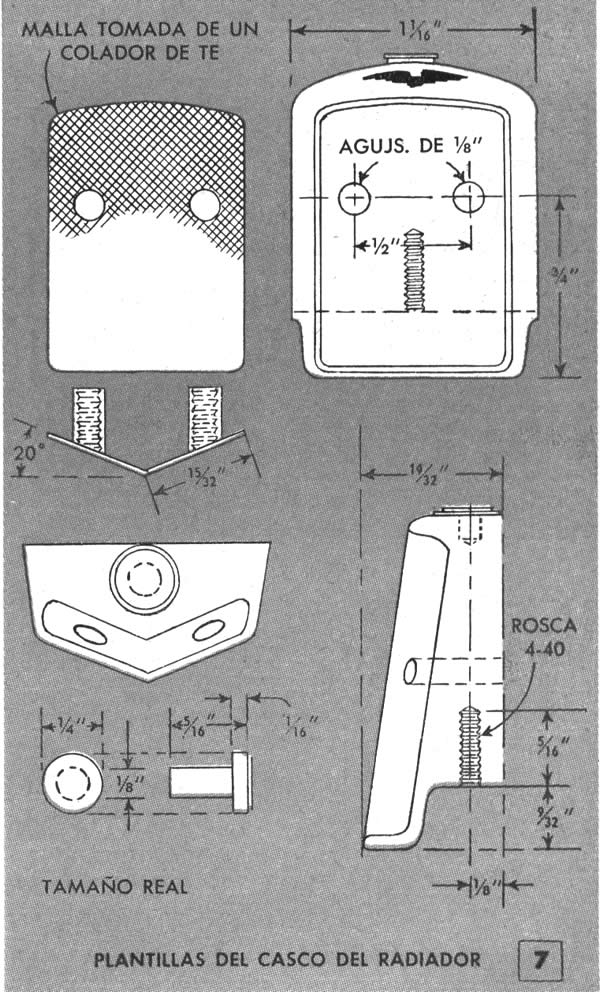
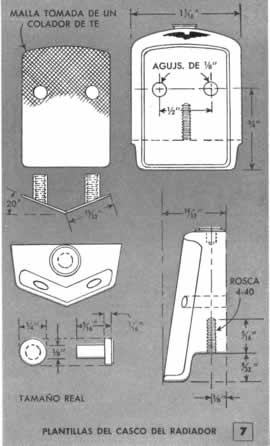
El radiador se hace de un bloque de latón suave de
5/8" x 1 1/16" x 1 3/8", y se corta, lima y pule para darle
la forma indicada en la Fig. 7. Los diversos agujeros indicados se perforan
en el bloque, uno arriba para la tapa del radiador, uno roscado desde el
fondo, para fijar el radiador con un perno al chasis, y dos otros agujeros
a través del cuerpo para fijar la placa de la malla al frente del
radiador. La placa de la malla se corta de lámina de latón
número .015, de 7/8" x 1 3/16", y se dobla por el centro
a un ángulo de 20°. Dos trozos cortos de tubo de latón,
con un diámetro de 1/8" y un largo de 5/16", provistos
de rosca interna de 4-40, se sueldan al lado posterior de la placa de la
malla de manera que coincidan con los dos agujeros en el radiador. Se introducen
dos torninos de latón de 4-40 x V4" en los tubos de latón
para asegurar la placa de la malla al radiador. Finalmente se toma un trozo
de colador de té, se le da igual forma que la de la placa, y se fija
con soldadura de puntos en la cara de ésta. El radiador acabado se
niquela.
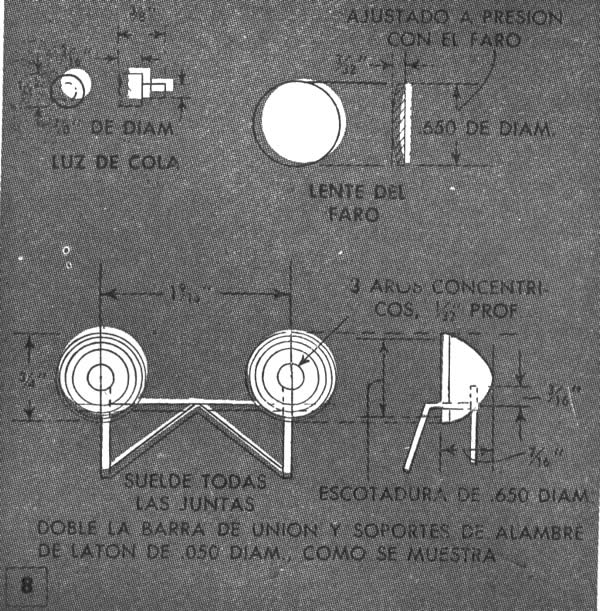
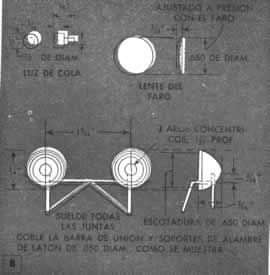
En la Fig.. 8 se detalla la construcción de los faros y la luz de
cola. Los faros se tornean de barra de latón con un diámetro
de 3/4" y se rebajan para que acomoden lentes de plástico de
ajuste a presión. El soporte para los faros consiste en trozos cortos
de alambre de latón número .050, insertados en agujeros en
los faros y soldados ala salpicadera. |
| Clic en la imagen para ver más grande y claro |
Clic en la imagen para ver más grande y claro |
 |
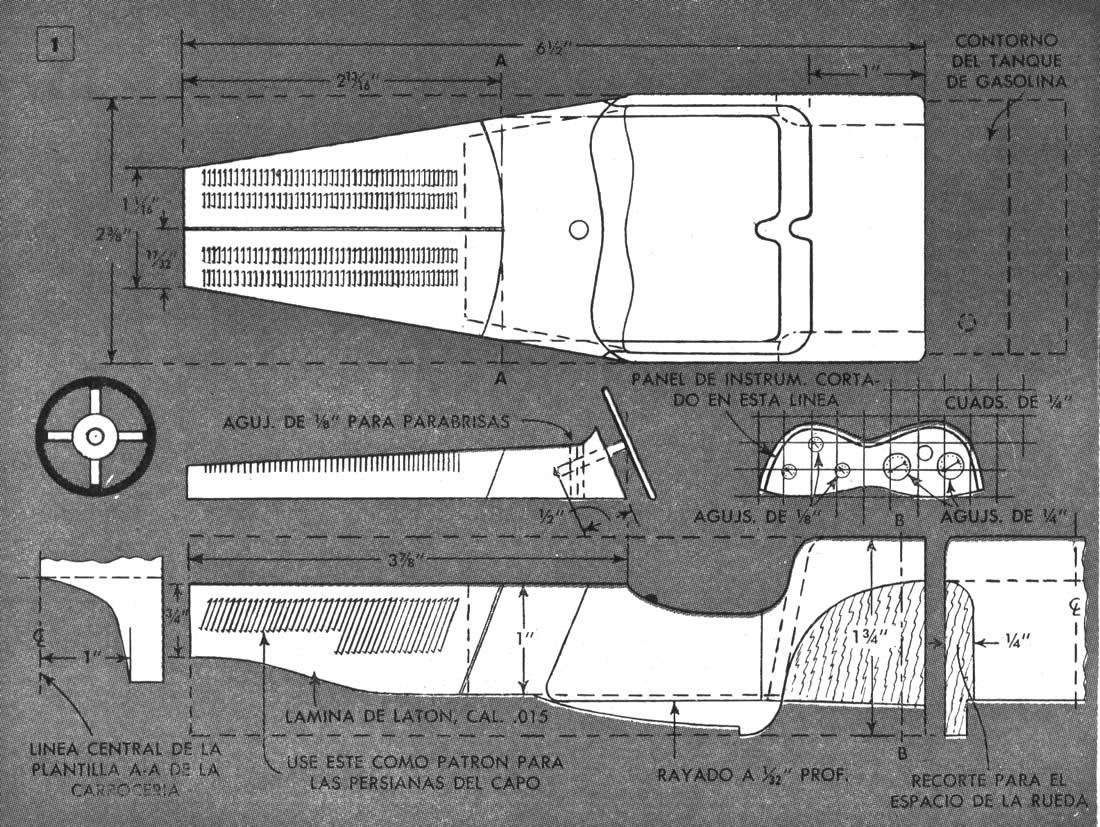
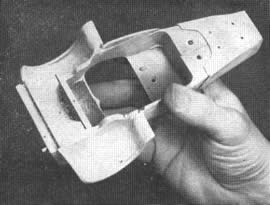
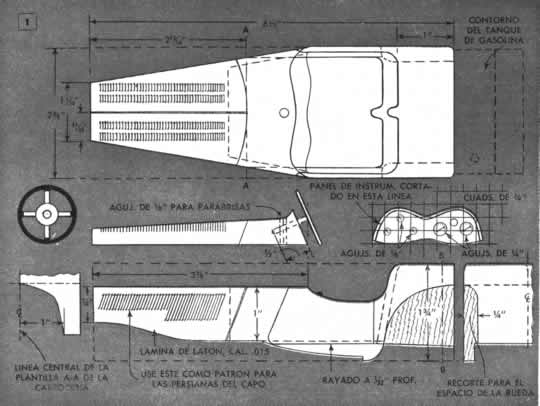
| La carrocería del modelo se hace de 5 diferentes bloques;
el del lado derecho, el del lado izquierdo, el del capó, el del cubretablero
y el del tanque de gasolina. Todos se encolan entre sí para formar
una sola unidad, después de dárseles forma. Las piezas de
la derecha y de la izquierda se cortan de bloques con un espesor de 1 3/16",
un ancho de 1 3/4" y un largo de 6 1/2". La junta de los dos bloques
encolados forma la línea central de la carrocería. Deben hacerse
plantillas de tamaño completo de las vistas superior y de perfil,
Fig. 1, para poder calcarlas sobre la madera. Sólo se necesita hacer
una media plantilla de la carrocería, ya que es igual en cada lado.
La cabina del automóvil se forma cortando una porción de ambos
bloques en el centro, siguiendo las líneas punteadas que se extienden
bajo el capó. La parte posterior de la cabina, así como los
lados, tiene una forma convexa que puede reproducirse con una lima gruesa. |
 |
| Clic en la imagen para ver más grande y claro |
 |
Clic en la imagen para ver más grande y claro |
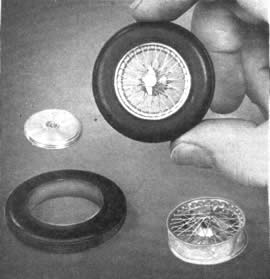
| Arr. izq: Estas réplicas exactas de las ruedas de
rayos proporcionan un gran realismo al bello modelo |
 |
El capó se hace de un bloque de 1/2" de grueso,
2" de ancho y 2 7/8" de largo. El cubretablero adyacente a la
parte superior del capó se hace de un bloque diferente. Después
de encolar el capó, la parte superior y los lados se cubren con cuatro
piezas de lámina de latón número .015, provistas de
persianas formadas al repujar desde abajo. Los lados del capó requieren
piezas de 3/4" x 2 1/4", mientras que la parte superior está
formada por dos piezas de l/2" x 2 1/4". Después de cementar
la cubierta de latón, los bordes del metal se adelgazan cuidadosamente
con una lima para que den la impresión de formar un solo conjunto
con el resto de la carrocería. Las puertas se simulan simplemente
con rayar la carrocería a lo largo de los contornos de una plantilla
de cartón. Para rayar use una herramienta puntiaguda. El tanque de
gasolina se corta de un bloque de madera de 1 1/4" x 1 1/2" x
2 1/4". Antes de encolar esta pieza a la carrocería, se cortan
unos rebajos de 1/4" de profundidad en los lados de la carrocería
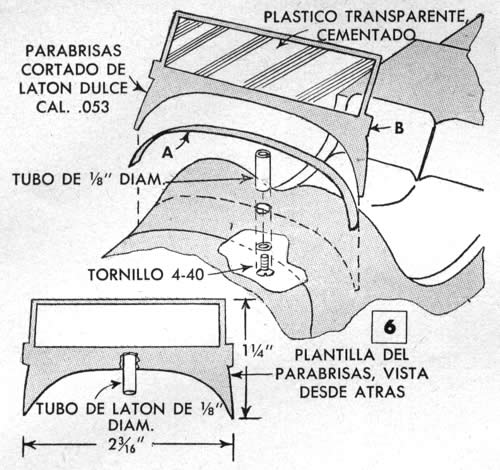
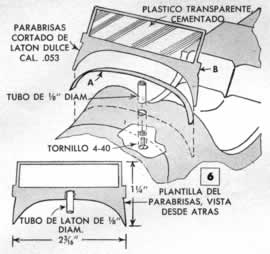
a fin de proporcionar un claro para las ruedas traseras. El parabrisas y
los asientos de cubo se detallan en las figuras 6 y 11 respectivamente. |
| Clic en la imagen para ver más grande y claro |
 |
| Clic en la imagen para ver más grande y claro |
 |
| Clic en la imagen para ver más grande
y claro |
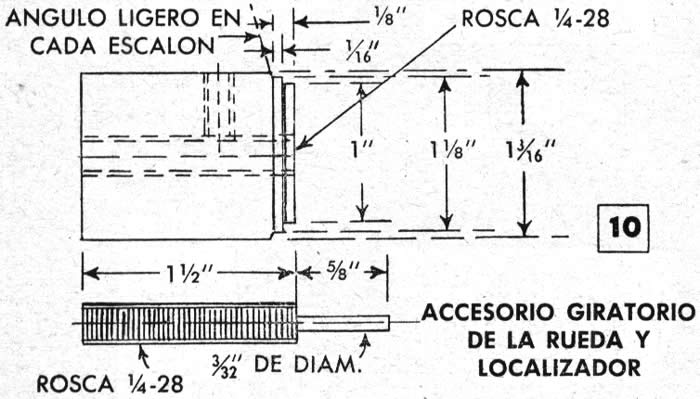
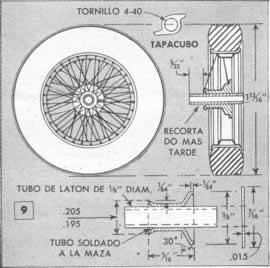
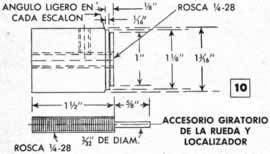
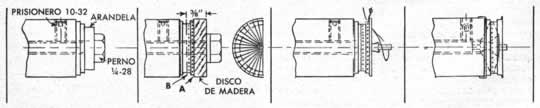
| Las ruedas de rayos se centrifugan y trenzan
en un accesorio que se asegura en el mandril del torno. Los aros se hacen
de discos de aluminio, por mitades. Luego se sueldan dos mitades entre sí
para formar un aro completo. La varilla localizadora que sujeta al tapacubo
facilita el trenzado de los rayos de alambre |
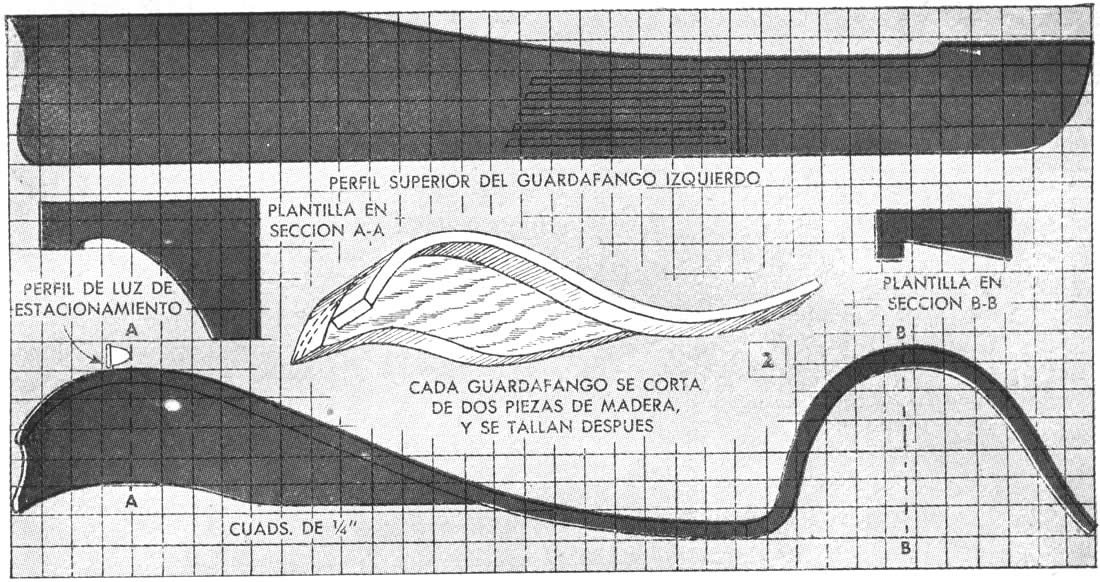
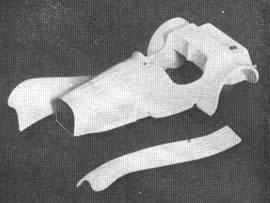
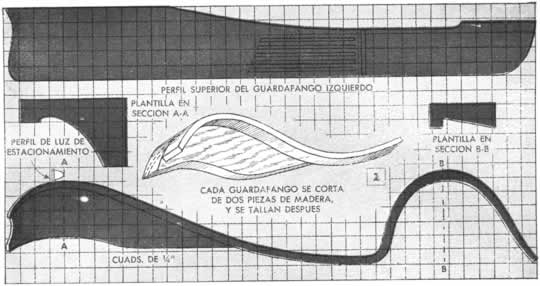
 La
Fig. 2 incluye las plantillas de las vistas de perfil y de plano para los
estribos y los guardafangos, las cuales deben ampliarse a tamaño
completo para que puedan calcarse sobre la madera. El estribo es parte del
guardafango delantero; ambos guardafangos delanteros se hacen de dos piezas
encoladas, la interior, o montaje, tiene 3/4" de espesor. El estribo
se ajusta contra el guardafango trasero, el cual se construye separadamente
y luego se encola a la carrocería. Las estrías de los estribos
se simulan con tiras de cartón. El acabado del modelo original consistió
en siete capas de laca blanca. La
Fig. 2 incluye las plantillas de las vistas de perfil y de plano para los
estribos y los guardafangos, las cuales deben ampliarse a tamaño
completo para que puedan calcarse sobre la madera. El estribo es parte del
guardafango delantero; ambos guardafangos delanteros se hacen de dos piezas
encoladas, la interior, o montaje, tiene 3/4" de espesor. El estribo
se ajusta contra el guardafango trasero, el cual se construye separadamente
y luego se encola a la carrocería. Las estrías de los estribos
se simulan con tiras de cartón. El acabado del modelo original consistió
en siete capas de laca blanca.
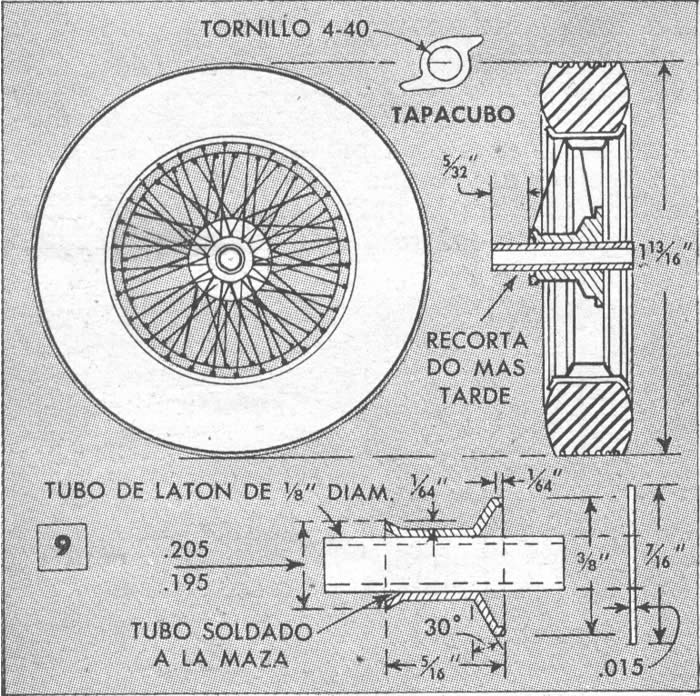
Las ruedas de rayos, detalladas en las Fig. 9 y 10, se hacen empleando un
accesorio especial que se tornea de latón, siguiendo las dimensiones
que se dan en la Fig. 10. El aro de cada rueda consiste en dos medios aros
que se centrifugan para que se conformen a la forma escalonada de la guía
o accesorio y que luego se sueldan entre sí, borde contra borde.
De esta manera, las cinco ruedas requieren 10 discos de latón de
.015, con Un diámetro de 1 5/8". Cada disco se destempla primero,
y luego se asegura en el accesorio centrifugador, donde se le hace girar
mientras se le da forma con el borde de un palo de madera dura. La porción
centrifugada del aro se recorta del resto del disco, en el borde mismo del
primer escalón del accesorio. Después de soldar un par de
medios aros entre sí, el aro completo se vuelve a colocar en el aditamento
centrifugador y una pieza de respaldo, torneada de madera dura y escalonada
para que se adapte a la forma interior del aro, se introduce a presión
en la mitad exterior del aro, donde se sostiene con el perno de sujeción.
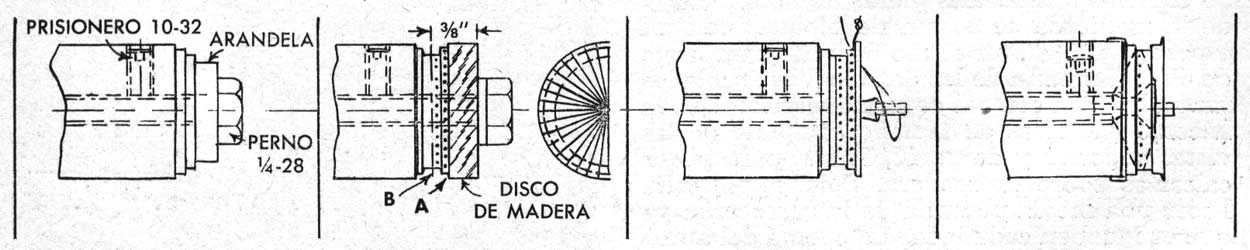
Luego, en el aro A se marcan las posiciones de 36 agujeros espaciados entre
sí a 10°, .y se usa un punzón para abrir un diminuto agujero
en cada marca. A continuación, se marcan las posiciones de 36 agujeros
adicionales alrededor del aro B, alternándolos entre los agujeros
en el aro A; luego se punzona contra el bloque de respaldo para abrir diminutos
agujeros. Esto produce réplicas de las pequeñas protuberancias
de donde salen los rayos en el interior del aro. Después de hacer
todos los agujeros, zafe cuidadosamente el bloque de respaldo del aro.
Luego, cinco tapacubos se tornean de varilla de latón de 3/8"
de diámetro, siguiendo los detalles en la Fig. 9. Cada tubo se suelda
a fusión a un tubo de latón de 1/8", con un largo de
3/4", que luego se provee de una rosca interna de 4-40, después
de trenzar la rueda y cortar el tubo excedente. El perno de sujeción
se quita ahora del accesorio centrifugador y se reemplaza con una varilla
localizadora, Fig. 10, en la cual se coloca el tapacubo. El. aro de la rueda
se suelda temporalmente en tres o cuatro puntos al accesorio centrifugador,
a fin de sujetarlo para la operación del trenzado. La soldadura puede
quitarse luego. Usando alambre de latón número .011, comience
a trenzar atando un nudo en el extremo del alambre y tirando de éste
a través de un agujero en el aro A. Luego, pase el alambre alrededor
del extremo del localizador y meta a presión la gaza formada dentro
del rebajo en el tapacubo. Introduzca el alambre por el próximo agujero
en el aro, estírelo y asegúrelo con una gota de soldadura
aplicada a la parte superior del aro. Continúe trenzando de esta
manera por todo el aro, luego haga fluir soldadura sobre el alambre en el
rebajo del tapacubo. Para trenzar la hilera interior de agujeros, B, hay
que quitar el aro del accesorio centrifugador, invertirlo y volverlo a soldar.
Para ello, hay primero que abocardar el extremo del accesorio a fin de dejar
un espacio para el tapacubo trenzado. El trenzado de la hilera interna de
agujeros se efectúa de igual manera que antes y; después de
soldar los alambres al tapacubo, se fija un disco de latón de 7/16",
mediante soldadura a fusión, sobre la cara del tapacubo. Finalmente
se corta el exceso de tubo y la rueda se enchapa de níquel, Los neumáticos
se hacen de conteras de caucho para patas de escritorio. Para hacer un neumático,
atornille un bloque de caucho a un bloque de madera fijado al plato del
torno y con un cincel bien afilado corte el caucho a la forma requerida,
incluyendo también las muescas en la banda de rodamiento. Luego quite
el trabajo y corte un rebajo en el plato de madera del torno, de manera
que la pieza de caucho pueda ajustarse apretadamente en el rebajo, a fin
de formar su diámetro interior. 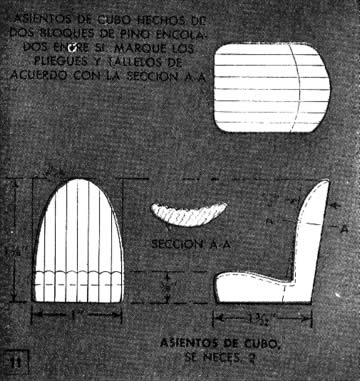 Este
debe tener un tamaño que permita colocarlo a presión sobre
el aro. Se le da forma a cada lado del neumático invirtiendo su posición
en el rebajo. Use papel de lija para alisar el caucho y pinte el neumático
de negro. Como las ruedas deben asegurarse en los ejes roscados, no tienen
movimiento; para evitar que rueden hacía atrás se proveen
de tapacubos del tipo usado en autos de carrera, figura 9. Estos tapacubos
se hacen de lámina de latón .031, de 3/16" de ancho y
7/16" de largo. En el dorso de cada tapacubo se suelda afusión
un tornillo de máquina, de latón y de cabeza plana, de 4-40
x 1/4". Tal como las ruedas, los tapacubos también se niquelan. Este
debe tener un tamaño que permita colocarlo a presión sobre
el aro. Se le da forma a cada lado del neumático invirtiendo su posición
en el rebajo. Use papel de lija para alisar el caucho y pinte el neumático
de negro. Como las ruedas deben asegurarse en los ejes roscados, no tienen
movimiento; para evitar que rueden hacía atrás se proveen
de tapacubos del tipo usado en autos de carrera, figura 9. Estos tapacubos
se hacen de lámina de latón .031, de 3/16" de ancho y
7/16" de largo. En el dorso de cada tapacubo se suelda afusión
un tornillo de máquina, de latón y de cabeza plana, de 4-40
x 1/4". Tal como las ruedas, los tapacubos también se niquelan. |
Fuente: Revista Mecánica Popular - Volumen 15 -
Noviembre 1954 - Número 5
|
|
|